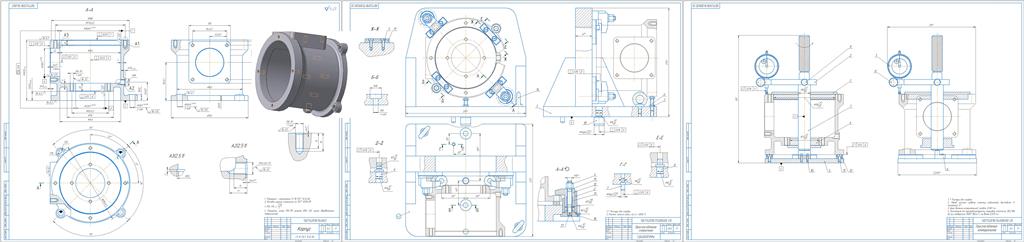
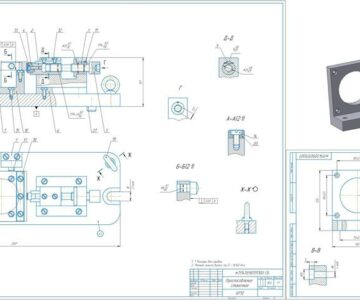
Приспособление станочное с Г-образными прихватами для обработки детали ,,Корпус,,. Специальное станочное приспособление для обработки детали ,,Корпус,, на программно-комбинированной операции на сверлильно-фрезерно-расточном многоцелевом станке ГД400ПМ1Ф4 с ЧПУ.
Основа устройства должна иметь четыре отверстия для болтов М12. Устройство крепится к столу-спутнику станка с помощью четырех болтов М12 (расстояние между резьбовыми отверстиями 60 мм, расстояние между точными отверстиями 60 мм). Для точного фиксирования устройства на столе-спутнике используются два цилиндрические пальцы. С помощью двух Г-образных прихватов заготовка прижимается к опорным постоянным пластинам, таким образом происходит самоустановка и закрепление заготовки. Закрепление заготовки происходит за счет завинчивания гаек, открепление происходит в обратном направлении. После закрепления заготовки к ней подводится регулируемая опора и фиксируется гайкой (опора в базировании не участвует, а служит для жесткости обработки). Транспортировка устройства происходит с помощью рым-болтов.
Техническая характеристика приспособления станочного:
- момент зажима гайки, Н 6804
- габариты, ВхШхД, мм 270х275х295
- масса приспособления, кг 20,5
- станок многоцелевой ГД400ПМ1Ф4 с ЧПУ
- диаметр отверстий крепления устройства, мм 12
- диаметр направляющей шпонки, мм 10g6
- диаметр центрального пальца, мм 25g6
- масса детали ,,Корпус,, кг 8,2
- тип прихватов Г-образные
- количество прижимов, шт 2
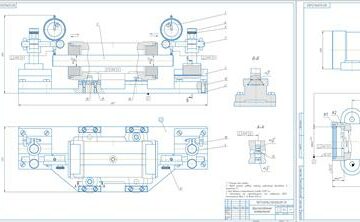
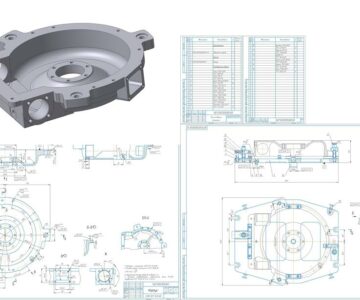
Контрольное устройство предназначено для измерения отклонения от перпендикулярности торцевой плоскости Ø150 / Ø188 детали ,,Корпус,, к оси отверстия Ø150Н7 (база Г), не более 0,025 мм. Готовая деталь ,,Корпус,, устанавливается на постоянные опорные пластины и прижимается рукой к ним, которые закреплены на корпусе винтами. Измерение осуществляется головкой измерительной (рычажно-зубчатая 2ИГМ ГОСТ 18883-83) с ценой деления 0,002 мм. Головку измерительную устанавливают так, чтобы ее наконечник касался образующей цилиндрической поверхности и был перпендикулярен к ней и перемещают в горизонтальном направлении по оправке, измерения проводят в двух противоположных положениях, а отклонение определяют как наибольшую алгебраическую разность показаний головки измерительной в двух положениях, отнесенную к базовой длине.

Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности