государственное бюджетное профессиональное образовательное учреждение "Пермский машиностроительный колледж"
Соответствие профессиональному модулю
ПМ.01 Разработка технологических процессов изготовления деталей машин. Разработка специального режущего инструмента по изготовлению деталей машин.
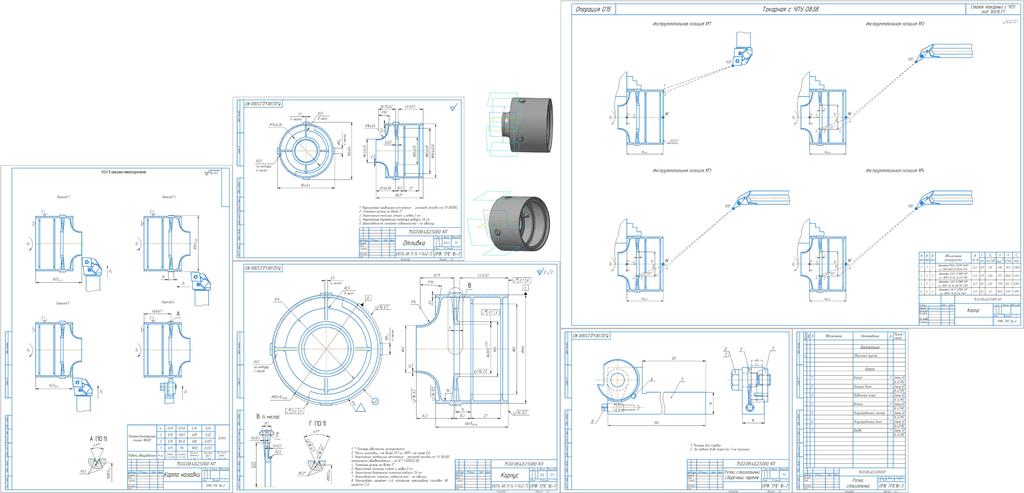
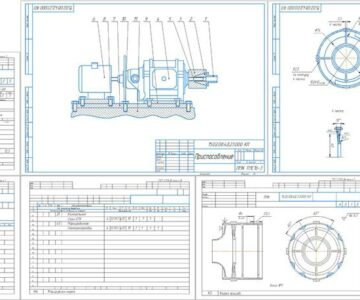
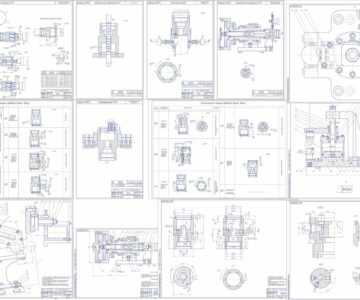
Курсовой проект на тему: Разработка технологических процессов изготовления деталей машин ,,Корпус,,
2016г
Содержание
Введение 3
1 Общий раздел 5
1.1 Описание конструкции и служебного назначения детали 5
1.2 Технологический контроль чертежа детали и анализ детали на технологичность 6
1.3 Анализ производственной программы и установление типа производства 6
2 Технологический раздел 9
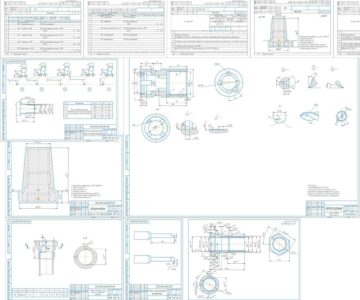
2.1 Выбор вида и метода получения заготовки; экономическое обоснование выбора заготовки 9
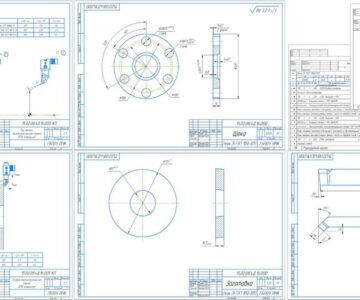
2.2 Проектирование маршрута технологического процесса с выбором технологических баз. Выбор станочных приспособлений 12
2.3 Определение операционных припусков, допусков и расчет межоперационных размеров табличным методом 14
2.4 Разработка технологических операций по переходам. Выбор режущего и измерительного инструмента 16
2.5 Расчет режимов резания, расчет норм времени 17
2.6 Расчет норм времени 28
3 Конструкторский раздел 31
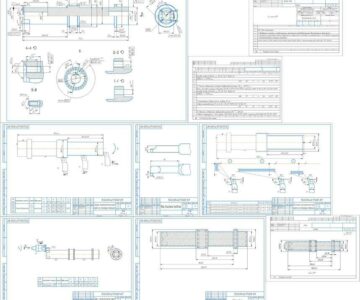
3.1 Описание и расчет специального режущего инструмента 31
Список литературы 37
1 Общий раздел
1.1 Описание конструкции и служебного назначения детали
Деталь «Корпус» является одной из основных составляющих частей газовой турбины. В соответствии с этим к детали предъявляются особые требования по качеству поверхности и взаимному расположению поверхностей. Так как деталь имеет сложную фасонную форму, то качество заготовки (отливки) должно быть на высоком уровне.
Материал детали – жаропрочный литейный сплав на никелевой основе ВЖЛ14-ВИ.
Химический состав сплава ВЖЛ14-ВИ приведен в таблице 1, механические свойства сплава ВЖЛ14-ВИ в состоянии поставки приведены в таблице 2.
3 Конструкторский раздел
3.1 Описание и расчет специального режущего инструмента
Произведем расчет резца для выполнения канавки 49°.
Из п. 2.5 выясняем силу резания PZ = 201,1 Н.
Из паспорта станка 16К20 наибольшее сечение державки резца 25×25 мм.
Выбираем квадратное сечение корпуса резца.
Определяем сторону корпуса резца:
где l – вылет резца, принимаем l = 90 мм;
σи.д – допустимое напряжение при изгибе материала корпуса, для корпуса из незакалённой углеродистой стали σи.д = 200 МПа;
Принимаем h = 10 мм.



Используя функцию входа через сторонние сервисы, Вы соглашаетесь на обработку персональных данных в соответствии с Политикой конфиденциальности